 电话:400-118-6697
电话:400-118-6697
利菲尔特热裂解设备让油基岩屑资源化途径更通畅
2022-09-22
油基钻井液具有抗高温、抗盐钙侵蚀、润滑性好、有利于井壁稳定、对油气层损害小等优点,广泛运用在各类钻井平台。钻井过程中,每口井产生的油基岩屑量介于200~800m³。因其兼有毒性和易燃性二种危险特性,油基岩屑被列入《国家危险废物名录》中HW08类危险废物,每年数百万吨的油基岩屑亟待无害化处置。
 油基岩屑热裂解处理现场
油基岩屑热裂解处理现场
1国内油基岩屑处理的法规及标准
油基岩屑的危险特性在于基础油含量较高导致毒性高,所以把处理后灰渣含油率作为处理的标准。我国出台了很多的法律标准和规范,用于指导含油废物的处理处置。如HJ607-2011《废矿物油回收利用控制标准》要求“含油岩屑经油屑分离后油含量应小于5%,分离后的岩屑宜采用焚烧处置”;GB4284-2018《农用污泥污染物控制标准》规定含油率小于3000mg/kg,即0.3%,SY/T7301-2016《陆上石油天然气开采含油污泥资源化综合利用及污染控制技术要求》规定含油污泥(包括含油钻屑)经处理后剩余固相中石油烃总量应不大于2%。
2020年1月1日起实施的GB5085.7-2019《危险废物鉴别标准•通则》,对油基岩屑回收利用后产生的灰渣可以通过鉴别确定其属性。如鉴别确定为一般固体废物,则按照一般固体废物进行贮存、填埋或采取其他综合利用方式。
2油基岩屑热裂解过程及机理
油基岩屑的热裂解过程就是在绝氧环境中将油基岩屑放入裂解炉,间接加热至420~450℃(高于白油终馏点,低于裂化温度),将油基岩屑中的水和油类蒸馏出来,产生灰渣。蒸馏出的水和油蒸汽通过冷凝装置完成冷凝和油水分离,回收油类。处理产生的灰渣、蒸馏油、废水,进行资源化利用。
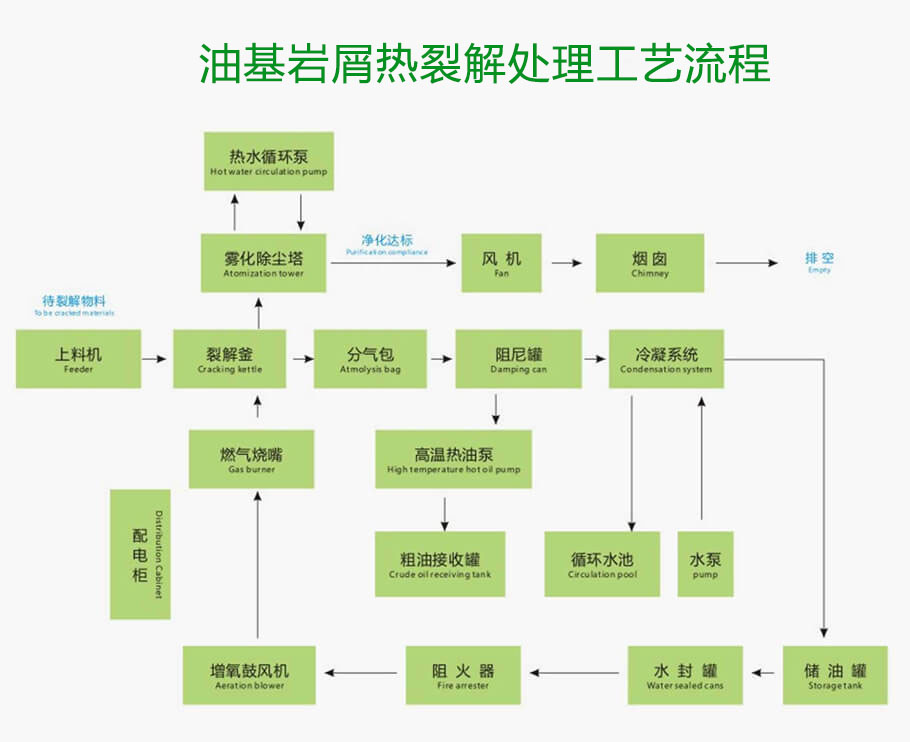 利菲尔特油基岩屑热裂解处理工艺流程图
利菲尔特油基岩屑热裂解处理工艺流程图
油基岩屑热裂解过程以物理反应为主。油基岩屑表面吸收热量,温度迅速上升,水分和低分子烃类化合物剧烈运动,从油基岩屑表面脱吸附;随着热裂解温度升高至410℃,热量向油基岩屑内部传递,内部水分子、低分子烃类化合物和表面分子量大的烃类化合物脱吸附,当表面和内部温度差趋于0℃时,可挥发组分基本分离;若加热时间继续延长和温度升高,少量重质烃在无氧或低氧条件下可能发生断链裂解,生成小分子烃类化合物。
3油基岩屑处理后灰渣、废水及废气达标
使用利菲尔特热裂解设备将油基岩屑处理至油含量小于1%,根据GB5085.7-2019《危险废物鉴别标准•通则》鉴定处理后灰渣不属于危险废物,可用于建材途径的资源化利用。
废水包括油水分离器分离出的含油废水、地面冲洗废水等,主要含有COD、石油类、悬浮物等。废水经过隔油、沉淀等处理,满足国家污水三级排放标准(GB8978-1996),外运至工区内正在进行压裂的平台,经检测合格后用作配置压裂液,不外排。
 利菲尔特油基岩屑热裂解设备装车发出
利菲尔特油基岩屑热裂解设备装车发出
废气主要是燃烧系统产生的烟气、油基岩屑在热裂解过程中产生的不凝气、油基岩屑暂存池产生的挥发性气体。不凝气主要成分为常见的CO2、H2、O2、N2、CO及C1-C6的烃类气体,不含组分复杂的高分子化合物。不凝气具有较高的热值,可以作为燃料,引入至裂解炉的燃烧系统进行充分燃烧。烟气和不凝气燃烧后排放的SO2、NOx、烟尘、氯化氢均满足GB18484-2001《危险废物焚烧污染控制标准》。挥发性气体中颗粒物、非甲烷总烃、氯化氢均满足DB50/418-2016《大气污染物综合排放标准》中排放限值,臭气浓度满足GB14554-93《恶臭污染物排放标准》二级标准。
- 2025-01-18 废铝塑热裂解时突然涨压是什么原因?
- 2025-01-16 废铝塑热裂解火候怎样控制?
- 2025-01-02 橡胶粉热裂解炼油出油率低的原因之原料本身
- 2024-12-13 热裂解炼油炉阻尼罐的作用是什么?
- 2024-12-11 水封在热裂解炼油设备中的作用
- 2024-12-09 废轮胎热裂解炼油设备水封进油的解决方案